
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Dom
>
Produkty > Seria inteligentnych linii pakujących > Pro automatyczna maszyna do zamykania pudełek
Produkty
- Seria bezobsługowych przenośników rolkowych
- Seria podnośników hydraulicznych typu nożycowego
- Inteligentna linia do produkcji mebli fabrycznych
- Seria inteligentnych linii pakujących
- Seria zasilanych przenośników taśmowych
- Inteligentna linia do produkcji mebli fabrycznych Seria pojedyncza maszyna
- Seria rolek
- Rozwiązanie drzwi
- Automatyczna maszyna do czyszczenia płyt





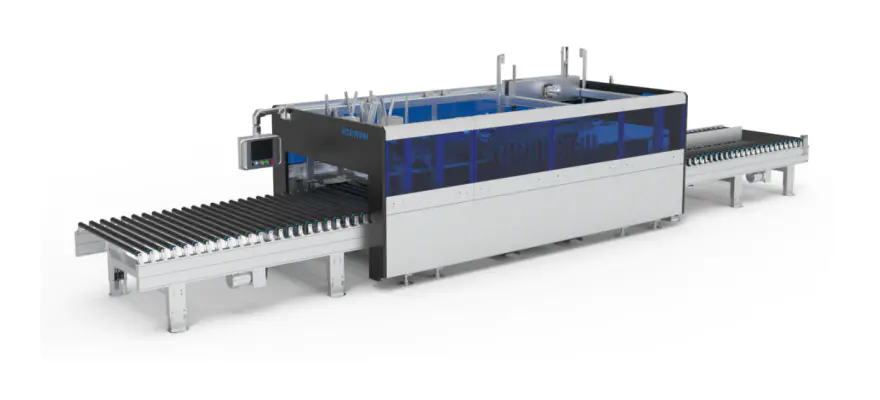
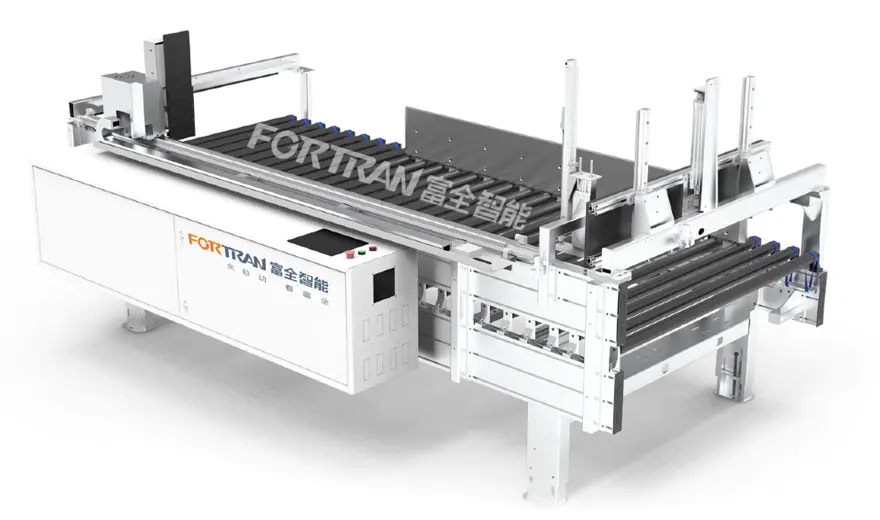
Pro automatyczna maszyna do zamykania pudełek
Możesz mieć pewność, że kupisz automatyczną maszynę do zamykania pudełek Pro z naszej fabryki. W rolkach przenoszących zastosowano importowane tuleje z gumy PCV, które są zarówno elastyczne, jak i trwałe;
Wyślij zapytanie
Opis produktu
Obraz maszyny
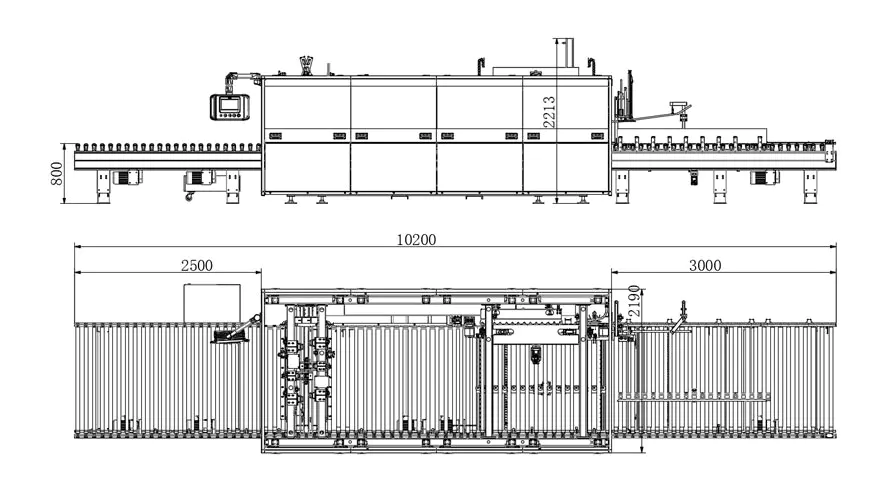
Specyfikacje maszyny
| Wymiary dł.*szer.*wys.(mm) | Masa własna maszyny (kg) | Zasilanie (kW) | Przenoszenie ładunku (kg) | Wysokość robocza (mm) |
| 10200*2200*2260 | Około 3200kg | 9 | 50 | 800±50 |
Parametry przetwarzania
| Długość przetwarzania kartonu (mm) | Szerokość przetwarzania kartonu (mm) | Wysokość przetwarzania kartonu (mm) | Wydajność uszczelnienia (cykle/min) | Grubość papieru falistego (mm) |
| 300-2900 | 200-1200 | (Grubość panelu drewnianego 18) 20-280 | 4-8 | 2,5-6 |
Cechy produktu
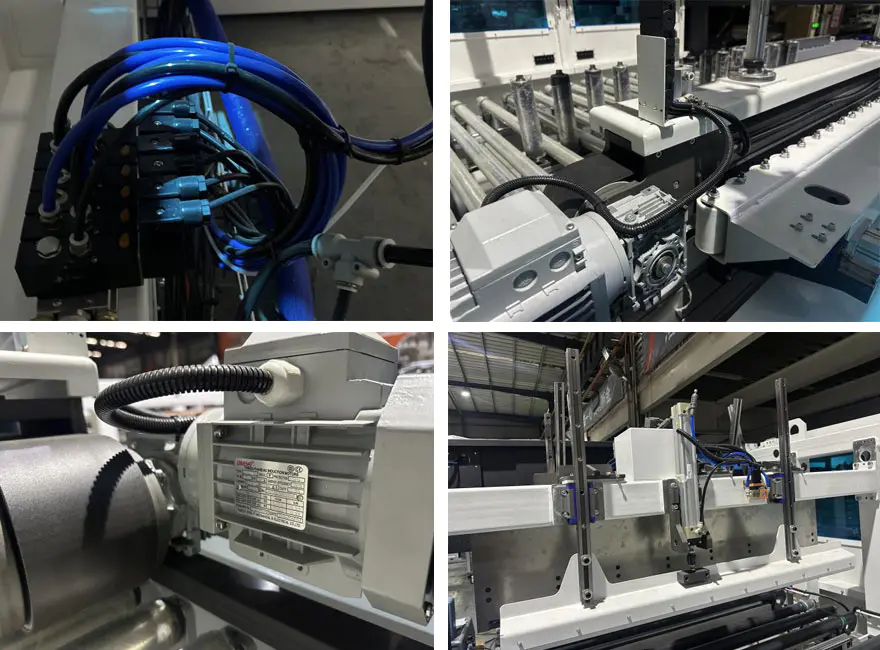
1. Podstawowe elementy: szybkoschnąca maszyna do klejenia na gorąco Eva; silnik serwo; reduktor planetarny; dalmierz laserowy; pasek synchroniczny; łożysko blokowe; silnik o zmiennej częstotliwości; reduktor przekładni ślimakowej;
2. W rolkach przenoszących zastosowano importowane tuleje z gumy PCV, które są zarówno elastyczne, jak i trwałe;
3. Mechanizm liniowy zaklejarki prowadzony jest przez precyzyjne prowadnice liniowe, zapewniające wysoką niezawodność i trwałość;
4. Zasilanie zacisków i pistoletów do klejenia zapewniają bardzo precyzyjne serwomotory, które są łatwe w sterowaniu i zwiększają precyzję sprzętu;
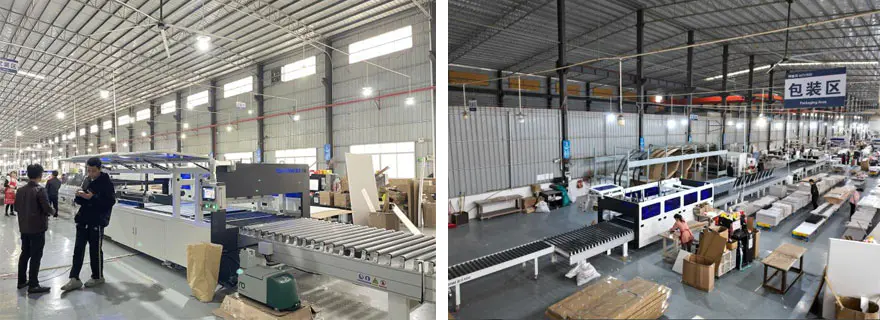
5.Maszynę można używać jako samodzielną jednostkę lub zintegrować z niestandardową linią pakowania do domu, oferując wszechstronne i elastyczne opcje użytkowania.
Funkcjonować
1. Użycie
A. Ta automatyczna maszyna do zamykania pudełek Pro służy do uszczelniania wysokiej klasy pudełek do pakowania mebli.
B. Urządzenie to służy do zaklejania kartonów modeli M/A-0410 i M/A-0419.
C. Najpierw przykleja się spód kartonu, następnie umieszcza się w nim pakowane przedmioty i materiały wyściełające, po czym następuje maszynowe zgrzewanie.
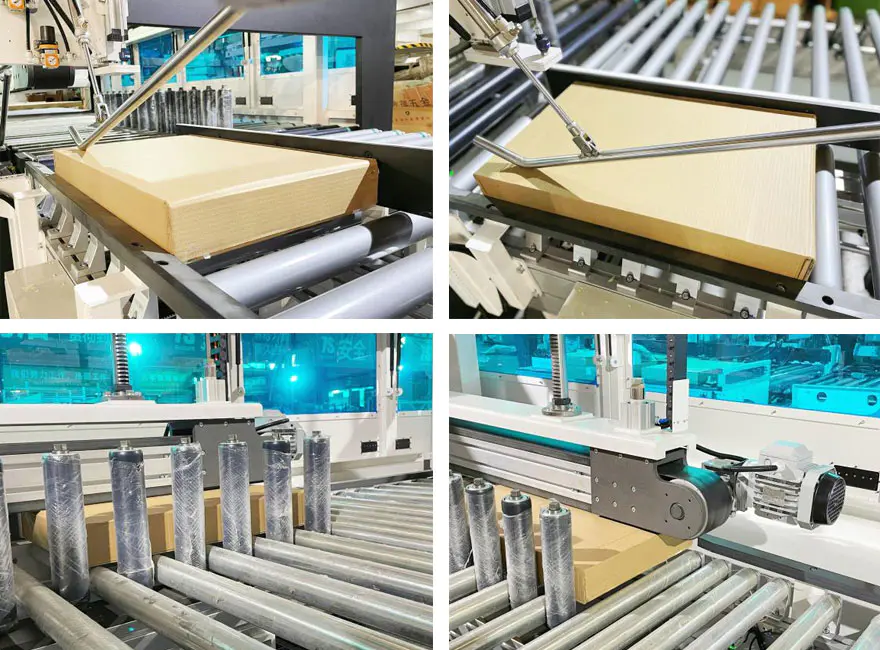
2. Ogólna zasada działania
Całe urządzenie podzielone jest na pięć sekcji: część maszyny pomiarowej, sekcja maszyny buforowej zasilającej, sekcja zgrzewarki tuneli, sekcja maszyny przejściowej i sekcja zgrzewarki popychacza.
A. W trakcie pracy zapakowane kartony z wypełnionym towarem wchodzą z sekcji maszyny pomiarowej wzdłuż krawędzi odniesienia. Czujnik szerokości na wejściu mierzy w przybliżeniu szerokość kartonu. Gdy karton dotrze do końca sekcji maszyny pomiarowej, zostaje zatrzymany przez urządzenie przegrodowe. Aktywne urządzenie zaciskowe dokładnie mierzy szerokość kartonu, a urządzenie z płytą wysokodociskową dokładnie mierzy wysokość kartonu. Następnie karton przemieszcza się z sekcji maszyny pomiarowej, przez sekcję maszyny buforującej do wejścia do sekcji zgrzewarki tunelowej.
B. Kiedy karton wchodzi do sekcji zgrzewarki tunelowej, pistolet do klejenia na wejściu nakłada klej termotopliwy na całej długości kartonu. Następnie przechodzi przez kanał uszczelniający, który składa się z zespołu pręta składanego, mechanizmu dociskowego, mechanizmu pasa bocznego i mechanizmu pasa przeciwwagi – kończąc uszczelnienie długiego boku.
C. Karton ze zgrzanym długim bokiem przesuwa się do sekcji maszyny przejściowej i zostaje zatrzymany przez przednią przegrodę na wejściu do sekcji zgrzewarki popychającej. Następnie pierwszy krótki bok jest klejony i uszczelniany przez urządzenie natryskowe, urządzenie z przednią płytą dociskową i urządzenie z przednią płytą uszczelniającą. Po zgrzaniu pierwszego krótkiego boku karton wchodzi do sekcji zgrzewarki popychającej i cofa się, gdzie zostaje zatrzymany przez tylną przegrodę. Drugi krótki bok jest następnie klejony i uszczelniany przez urządzenie natryskowe, urządzenie z tylną płytą dociskową i urządzenie z tylną płytą uszczelniającą. W tym momencie cały proces zgrzewania kartonu zostaje zakończony i karton wysuwa się z sekcji zgrzewarki popychającej.
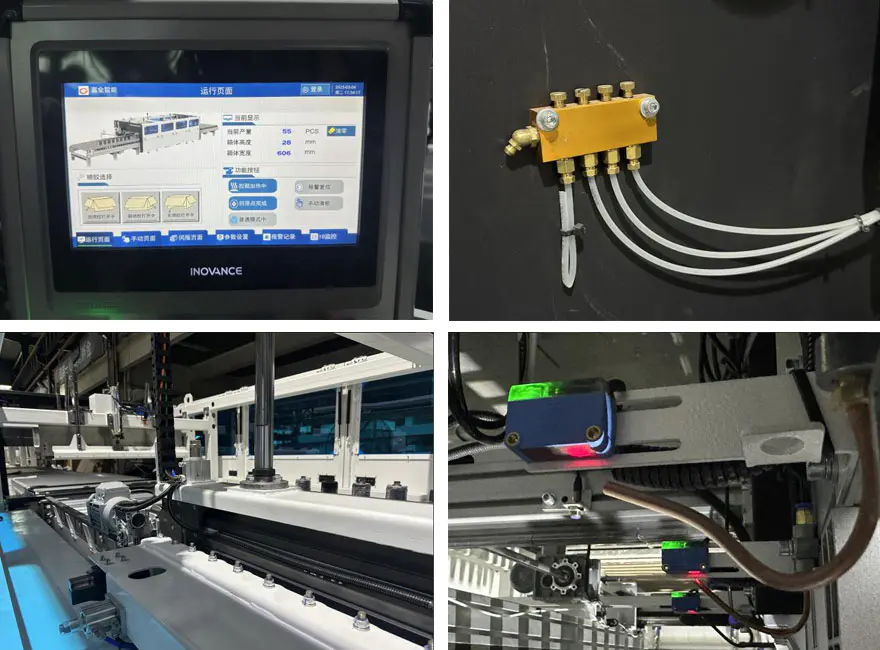
D. Ta metoda zaklejania kartonów, która rozpoznaje szerokość pudełka, może skutecznie zaklejać kartony o różnych rozmiarach podczas procesu podawania, bez konieczności wprowadzania wymiarów pudełek.
E. W przypadku zaklejania partii kartonów o tych samych wymiarach, urządzenie może przełączyć się w tryb wsadowy. Po zmierzeniu szerokości pierwszego kartonu i zastosowaniu tej wartości do całej serii, sekcja zgrzewarki tunelowej dostosowuje wielkość kanału i utrzymuje ją na niezmienionym poziomie, poprawiając w ten sposób skuteczność zgrzewania. Maksymalna szybkość może wynieść do 8 paczek na minutę.
Struktura funkcjonalna
| NIE. | Przedmiot | Funkcja |
| 1 | Podajnik sekcji przedniej | Osiągnij funkcję podawania paczek, szybko, dokładnie i sprawnie dostarczając paczki do wyznaczonych stanowisk. Belka główna wykonana jest ze stali węglowej i pokryta tworzywem sztucznym. Aby zapewnić dokładne ustawienie opakowań, stosuje się stały mechanizm prowadzący i wyrównujący, który prowadzi opakowania na miejsce |
| 2 | Urządzenie do pomiaru wysokości | Aluminiowe bloki prasujące mierzą wysokość opakowań za pomocą elektronicznych czujników wagowych i cylindrów pneumatycznych, a następnie dane są przesyłane z powrotem |
| 3 | Okładka | Zwiększając estetykę sprzętu, zapewniając jednocześnie pewien stopień ochrony, cała konstrukcja jest wykonana głównie z giętych płyt ze stali węglowej pokrytych tworzywem sztucznym. Został dodatkowo wzmocniony specjalistycznymi profilami aluminiowymi i panelami akrylowymi w kolorze królewskiego błękitu. |
| 4 | Stojak | Rama maszyny jest wytwarzana poprzez spawanie prostokątnych rur i blach stalowych, a następnie precyzyjną obróbkę. Zapewnia to wysoką dokładność montażu i precyzję działania, gwarantując długą żywotność i dobrą stabilność sprzętu |
| 5 | Urządzenie gruczołowe | Skutecznie dociska górną pokrywę kartonu przygotowując go do późniejszego procesu zaklejania. |
| 6 | Przód i Przegrody tylne | Umożliwia pozycjonowanie opakowania. Łożyska liniowe w połączeniu z chromowanymi wałami zapewniają liniowe prowadzenie. Wielostopniowe siłowniki pneumatyczne sterowane są oddzielnie i w połączeniu z systemem klejenia umożliwiają dwustopniową regulację wysokości. Zapewnia to zarówno jakość procesu klejenia, jak i skutecznie utrzymuje opakowanie w określonej pozycji, zapewniając dokładne pozycjonowanie. |
| 7 | Urządzenie do pomiaru szerokości | Poziomy układ napędowy wykorzystuje silniki o wysokiej precyzji w połączeniu z reduktorami, aby zapewnić stabilność układu przeniesienia napędu. Odpowiada przede wszystkim za złożenie górnych klap kartonu w celu dokończenia czynności zgrzewania. Mechanizm wykorzystuje prowadnice liniowe do kierowania ruchem liniowym, a moc dostarczają cylindry pneumatyczne i zawory sterujące wieloma prędkościami regulujące obieg powietrza, aby osiągnąć szybką i stabilną pracę. |
| 8 | Części mechaniczne płyty dociskowej z podwójnym cylindrem | Odpowiada przede wszystkim za złożenie górnych klap kartonu w celu dokończenia czynności zgrzewania. Mechanizm wykorzystuje prowadnice liniowe do kierowania ruchem liniowym, napędzane cylindrami pneumatycznymi i regulowane wieloma zaworami regulacji prędkości w obiegu powietrza, aby zapewnić szybką i stabilną pracę. |
| 9 | Mechanizm gruczołowy | Odpowiada głównie za zabezpieczenie górnej pokrywy kartonu, aby zapobiec przesuwaniu się paczki. W mechanizmie zastosowano prowadnice liniowe do kierowania ruchem liniowym, a mimośrodowa konstrukcja cylindra pneumatycznego zapewnia lepszą stabilizację opakowania. |
| 10 | Natryskiwanie kleju na krótkich krawędziach systemu | Szyna prowadząca odpowiada za liniowe prowadzenie całego mechanizmu tam i z powrotem. Precyzyjny silnik serwo zapewnia stabilne źródło zasilania, a zastosowanie znanej, krajowej marki reduktorów planetarnych dodatkowo zapewnia niezawodną moc wyjściową w długim okresie. Prowadnicę liniową montuje się w pozycji odwróconej, co zapobiega spryskaniu jej klejem, zapewniając czyste i stabilne prowadzenie. |
| 11 | Maszyna z wyrzutem tylnym | Aby osiągnąć funkcję rozładunku paczki, zastosowano dwustopniowy system zasilania, który szybko, dokładnie i skutecznie dostarcza paczkę. Belka główna wykonana jest ze stali węglowej i pokryta tworzywem sztucznym. |
| 12 | System maszyny do klejenia | Szybkoschnąca maszyna do klejenia na gorąco Eva może natryskiwać klej w sposób ciągły i przerywany. Jest w pełni funkcjonalny, łatwy w konfiguracji i wygodny w obsłudze. |
| 13 | Mechanizm dociskowy | Serwosilnik napędza reduktor w celu obracania windy, osiągając precyzyjne pozycjonowanie w pionie. Cylindry pneumatyczne służą do zmniejszenia masy i zagęszczenia opakowania, zapewniając stabilny i płynny ruch do przodu. |
| 14 | Boczna grupa nacisku | Cylindry pneumatyczne i prowadnice liniowe przesuwają się do pozycji i dociskają karton. Materiał teflonowy zapobiega przywieraniu kleju, zapewniając lepszą kompresję tektury. |
| 15 | Zespół wspornika bocznego | Serwosilnik napędza reduktor w celu obracania kół zębatych, a prowadnice liniowe zapewniają przekładnię, zapewniając precyzyjne pozycjonowanie boczne. W sekcji wyrównywania bocznego zastosowano rolki teflonowe, aby zapewnić stałą prędkość. |
| 16 | Część uszczelniająca środkowej części | W przekładni rolkowej sekcji środkowej zastosowano dwustopniowy układ napędowy, co poprawia efektywność podawania paczek i zmniejsza odległość stanowisk oczekujących. |
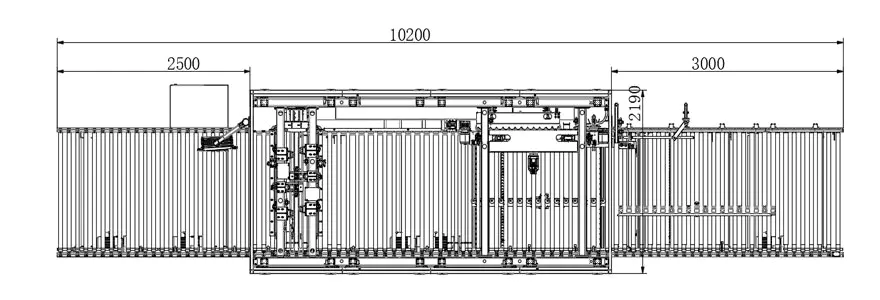
Rysunki w trzech widokach
Schematyczny diagram trybu procesu produkcyjnego
Szczegółowe obrazy


Stacja pomiarowa
Szczegółowe obrazy

Lista części zużywalnych i materiałów eksploatacyjnych
| NIE. | Przedmiot | Dane techniczne | Sugerowana ilość | Numer U8 |
| 1 | Wałek PTEE | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Dwustronny kołek M16 | BZ-FXJ-G-015 | 2 |
|
| 3 | Teflonowe koło dociskowe |
|
4 |
|
| 4 | Pasek dociskowy (typ z podwójną prowadnicą) | 95-L3990 (Grubość3) | 1 |
|
| 5 | Boczny pas wyrównujący (typ z potrójną prowadnicą) | 195-L3742 (Grubość3) | 1 |
|
| 6 | Zdejmij elastyczny pasek | 392*20*1,5 | 15 |
|
| 7 | Zawór redukcyjny ciśnienia | GR20008F1 | 1 |
|
| 8 | Zawór dławiący wlotowy | PSL8-02A | 1 |
|
| 9 | Połączenie pływające | F-M16X125F | 4 |
|
| 10 | Cylinder | SAI 50X350S | 1 |
|
| 11 | Cylinder | SAI50x300S | 1 |
|
| 12 | Suwak | HGW30CC | 1 |
|
| 13 | Wspornik do montażu łożyska liniowego | LHBBW20 | 1 |
|
| 14 | Łączony pas synchroniczny z rdzeniem stalowym | S8M-3984-25 (otwarty) | 1 |
|
| 15 | Suwak | HGH25CA | 1 |
|
| 16 | Bezszwowy pas synchroniczny ze stalowym rdzeniem | 30-S8M-800 | 1 |
|
| 17 | Bezszwowy pas synchroniczny ze stalowym rdzeniem | 30-S8M-872 | 1 |
|
| 18 | Przełącznik magnetyczny | HX-31R-2M | 2 |
|
| 19 | Zawór elektromagnetyczny | 4V210-08B | 3 |
|
| 20 | Gumowy amortyzator | SE-15 (niebieski) | 3 |
|
| 21 | Przekaźnik wtykowy | RXM4LB2BD | 1 |
|
| 22 | Podstawa przekaźnika | RXZE1M4C | 1 |
|
| 23 | Przekaźnik | RXT-F01 | 3 |
|
| 24 | Przełącznik zbliżeniowy | IME08-02BPOZT0S | 1 |
|
| NIE. | Przedmiot | Dane techniczne | Sugerowana ilość | Numer U8 |
| 1 | Siatka filtra jednostki głównej | 133272 | 1 |
|
| 2 | Uszczelka gardła | 127028 | 6 |
|
| 3 | Siatka filtra pistoletu natryskowego | 126150 | 3 |
|
| 4 | Moduł dysz AX | 167400 | 6 |
|
| 5 | Zawór elektromagnetyczny 24V | 150236 | 6 |
|
| 6 | Uszczelka dyszy | 100368 | 12 |
|
| 7 | Stalowa uszczelka przewodu | 107332 | 6 |
|
| 8 | Dysza kątowa 0,5MM | 130897 | 4 |
|
| 9 | Igła | 500661 | 1 |
|
| 10 | Zestaw naprawczy pompy tłokowej | 112757 | 1 |
|
| 11 | Zestaw naprawczy dyszy AX | 167414 | 6 |
|
| 12 | Zestaw zaworu zwrotnego | 163008 | 1 |
|
Gorące Tagi: Pro automatyczna maszyna do zamykania pudełek
Powiązana kategoria
Seria bezobsługowych przenośników rolkowych
Seria podnośników hydraulicznych typu nożycowego
Inteligentna linia do produkcji mebli fabrycznych
Seria inteligentnych linii pakujących
Seria zasilanych przenośników taśmowych
Inteligentna linia do produkcji mebli fabrycznych Seria pojedyncza maszyna
Seria rolek
Rozwiązanie drzwi
Automatyczna maszyna do czyszczenia płyt
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.







