
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Automatyczne ładowanie i rozładunek ramki przeciwdhezji
Gdy obrabiarki meblowe są ładowane w całe palety, ze względu na przepuszczalność materiału, stopień dopasowania między elementami,
a przyczepność kleju na krawędziach manipulator może powodować wzajemną przyczepność podczas chwytania norczyków:
Celem jest złapanie jednej warstwy obrabian, ale w rzeczywistości może pobrać 3-4 warstwy.
Spowoduje to szereg negatywnych skutków i znacznie zmniejszy niezawodność operacji sprzętu.
Sprzęt ma wysokie wymagania dotyczące załadowania płyt: im dłużej umieszczane są płytki, tym mocniej dopasowanie między płytami,
I tym łatwiej jest się przylegać; Czystość płyt i resztkowy klej na krawędziach może pogorszyć wzajemną przyczepność między płytkami.
Niezawodność operacyjna sprzętu jest słaba.
Problemy spowodowane wzajemną przyczepnością między płytkami wymagają wyłączenia i interwencji ręcznej, a ta sytuacja występuje często.
Istnieje wysokie ryzyko bezpieczeństwa: częste nieprawidłowości wymagają od personelu wejścia i wyjścia z obszaru roboczego manipulatora, co stanowi wielkie zagrożenie bezpieczeństwa.
Cykl chwytania kubka ssania nie jest ustalony: wysokość stołu do uwalniania płyt jest ustalona, ale podczas chwytania,
Płytki są chwytane warstwą z każdej palety, a wysokość stopniowo maleje, co ciągle się zmienia.
Dlatego konieczne jest zbadanie i opracowanie nowego rodzaju połączonego sprzętu do automatyzacji karmienia w celu dokładnego zasilania płyt, które mają być wiercone w odpowiedzi na powyższe problemy.
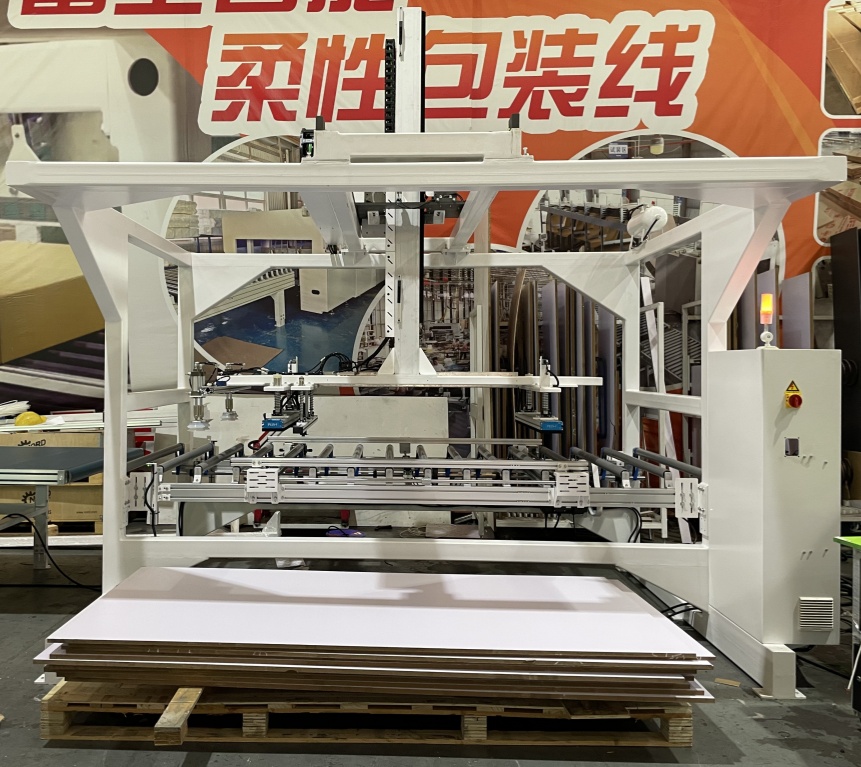

Przepływ pracy automatycznego ładowania i rozładowywania ramki przeciwdhezji
1. Przygotowanie do ładowania: Pracownicy umieszczają całe palety z przetworzonych drewnianymi paneli na stojaku żywieniowym sprzętu. Platforma podnoszenia stojaka automatycznie dostosowuje się do początkowej wysokości chwytania.
2. Położenie i chwytanie: manipulator bramowy zmusza mechanizm chwytania do poruszania się bezpośrednio nad paneli. Kamera przemysłowa lokalizuje pozycję paneli;
Puchary ssące schodzą, aby skontaktować się z powierzchnią panelu, a moduł antyadhezji jest aktywowany jednocześnie.
3. Wykrywanie adhezji Anti-Adhesion: Czujnik napięcia wykrywa obciążenie. Po potwierdzeniu, że chwyta się tylko jedna warstwa panelu, do jednego końca panelu przymocowane są cztery małe kubki ssące
I gwałtownie wstrząśnij się w górę i w dół przez kilka sekund, aby upewnić się, że dodatkowe przylegane panele zostaną wstrząśnięte. Następnie manipulator porusza się wzdłuż szyny prowadzącej do portu zasilającego sprzętu przetwarzającego.
4. Rozładunek dla Precise: Po dostarczeniu panelu do wyznaczonej pozycji sprzętu do przetwarzania kubki ssące zwolnią próżnię w celu zakończenia procesu ładowania. Naraz,
Kolejny zestaw mechanizmów chwytania synchronicznie usuwa przetworzony panel ze sprzętu i przenosi go do linii przenośnika rozładunku.
5. Rykliczna operacja: Platforma podnoszenia stojaka karmiącego stopniowo wzrasta, gdy chwytanie kontynuuje utrzymanie stabilnej wysokości powierzchni. Kiedy wszystkie panele na palecie są przetwarzane,
Sprzęt wydaje monit o zmianę materiału.

